
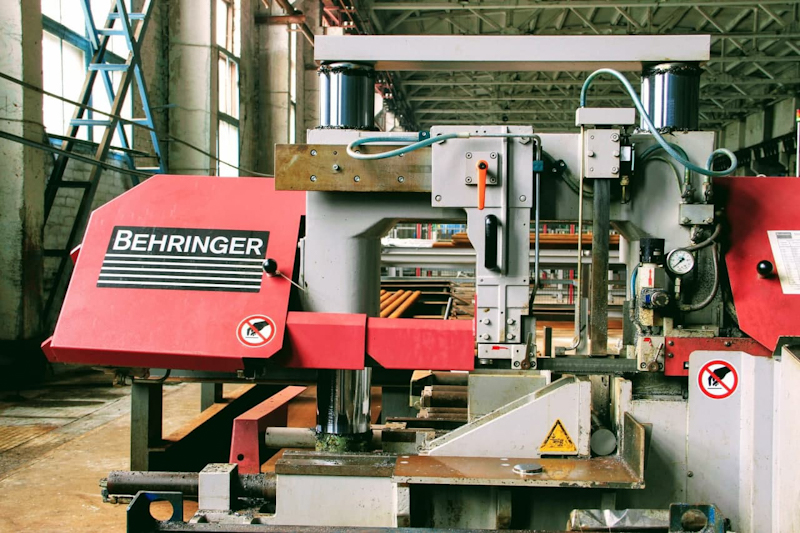
Формування заготовок кілець невеликих розмірів відбувається на автоматно-токарній ділянці. Формування заготовок кілець середніх розмірів з попередньо нагрітого прутка – на ділянці гарячого штампування й відпалу.
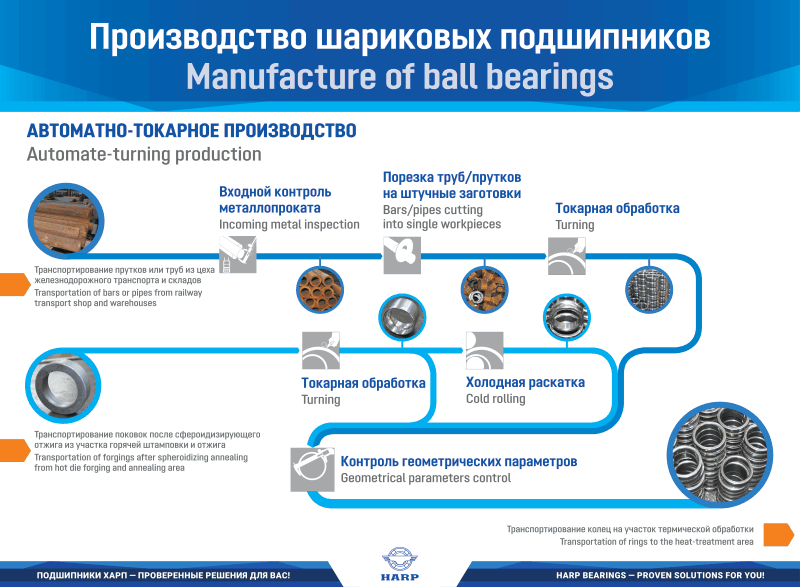
На автоматно-токарному виробництві після вхідного контролю металопрокату йде його нарізка на штучні заготовки і токарна обробка. Після цього вироби проходять контроль геометричних параметрів.
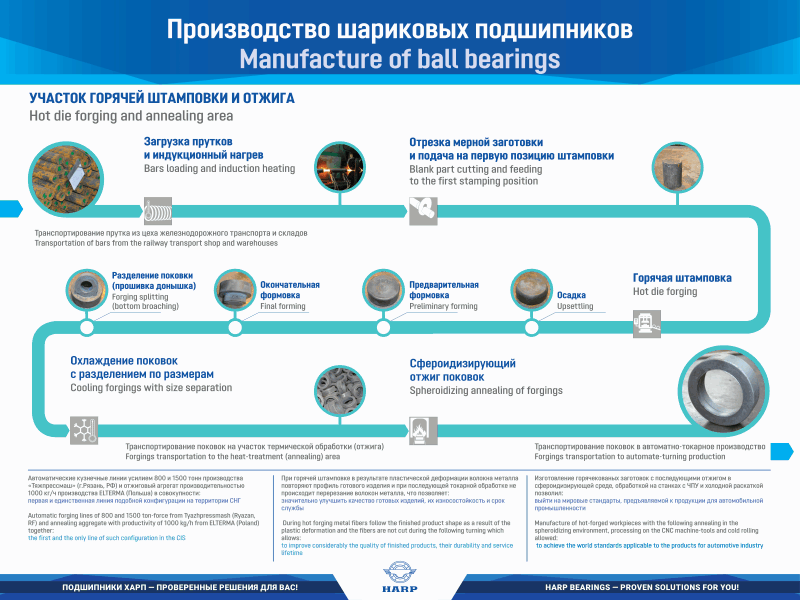

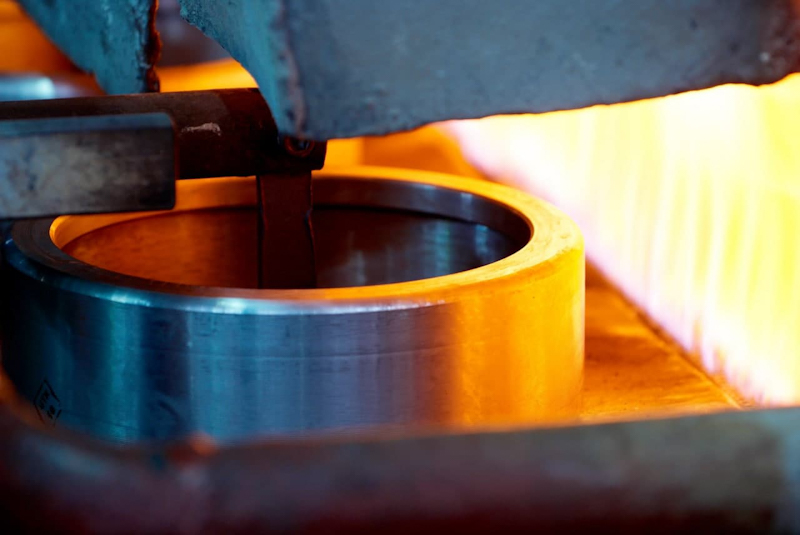
На ділянці гарячого штампування й відпалу прутки спочатку піддають індукційному нагріву, а тільки потім відрізаються мірні заготовки й подаються на першу позицію штампування. Гаряче штампування включає наступні етапи: осадка, попереднє формування, остаточне формування, розподіл поковки. Відзначимо, що при гарячому штампуванні в результаті пластичної деформації волокна металу повторюють профіль готового виробу і при подальшій токарній обробці не відбувається перерізання волокон металу. Дана технологія дозволяє значно поліпшити якість готових виробів, їх зносостійкість і термін служби. Після штампування поковки охолоджуються й відправляються на сфероідизований відпал, після чого транспортуються на автоматно-токарне виробництво для токарного оброблення та холодного розкочування.
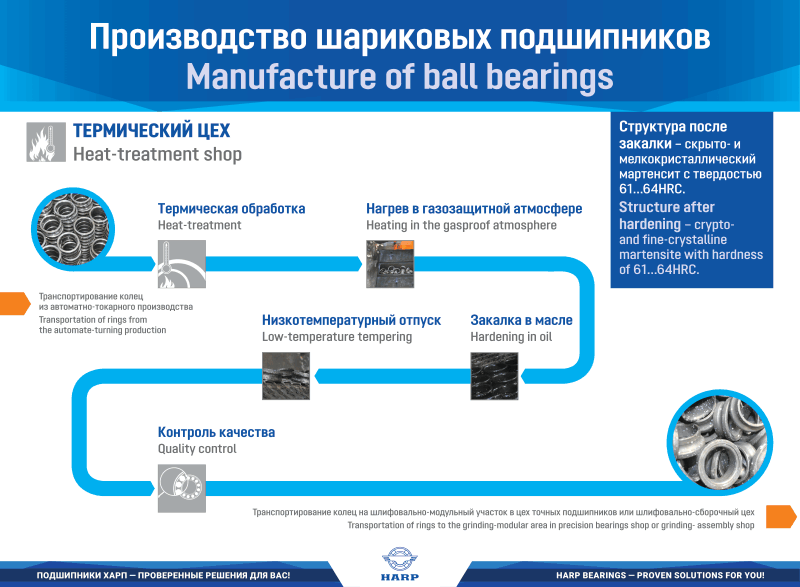
Наступний етап – це термічна обробка. Тут кільця нагріваються в газозахисній атмосфері до 850 ° С, потім йде гартування в маслі при температурі + 40 ° C, низькотемпературний відпуск і контроль якості. Тепер вироби готові до шліфування на шліфувально-модульній ділянці.
На шліфувально-модульній ділянці вироби проходять наступний виробничий ланцюжок: плоскошліфувальна/торцешліфувальна, безцентрошліфувальна обробки, шліфування отвору, контроль якості, шліфування доріжки кочення, контроль якості, лазерне маркування, контроль якості, суперфініш доріжки кочення, дефектоскопія.
Після цього кільця відправляються на складальну ділянку.
Далі буде…










